The viral vector market is highly active, and the interest in production technologies is driven by recent approvals in cell and gene therapy, says Åsa Hagner-McWhirter, senior scientist at Cytiva.
Demand for viral vector production is high. The main driver is the large pipeline in different clinical stages and scales. In 2018 there were 724 clinical trials for gene therapies and gene-modified cell therapies, many of which use viral vectors. Adenoviruses and retroviruses, including lentivirus, are frequently used. Adeno-associated virus has grown rapidly the last few years, mostly in the gene therapy area. Also, development of oncolytic virus therapies and vaccines are further driving demand.
Compared with use in cell therapy, high-dose systemic administration for gene therapy requires more virus bulk. This means higher demands on process efficiency and production scale. Contract manufacturers are struggling to keep up with the demand for viral vectors (Fig 1). There is an urgent need to increase capacity for viral vector production, preferably using platform technologies.
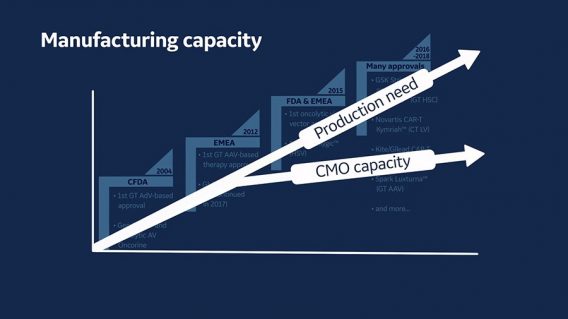
Fig 1. Contract manufacturing organization (CMO) capacity versus demand for viral vectors.
What to consider in process development
Even at this stage, it is important to consider whether your process can be scaled up easily and whether it is compatible with GMP manufacturing. If your process is also compatible with modular pre-designed production facilities, then that is a very big plus. An early focus on manufacturability and flexible facility design will help you to make the best use of the development resources you have.
The complexity challenge
Viral particles are much more complex than other molecules such as monoclonal antibodies or recombinant proteins. Viral vectors are derived from several virus types, each with its own biological properties. Also, virus can be produced by either transfection or infection. Because of this complexity, it is challenging to find platforms for upstream and downstream virus production.
Upstream, it is important to select the right propagation or cell culture system to match the virus characteristics. The biological properties of the virus will also affect how you develop the virus purification process.
Differences from protein purification
Virus purification differs in several ways from recombinant protein purification. The virus particles can only bind to the outer surface of the resin bead or chromatography support, and this will negatively impact the binding capacity. We suggest trying chromatography membranes or smaller beads to improve the capacity.
Also, virus particles are large and have multiple points of attachment to a chromatography support. So elution conditions can be difficult to predict. This step typically requires extra optimization compared with a protein-based process.
Something else to think about is whether the virus needs to be infectious throughout your process. In each step you need to consider how the buffer components, salt range, and pH range will affect the virus particles. During filtration steps, shear forces should be minimized to maintain viral integrity and infectivity, if required.
Scalable bioprocessing
As a first step, think about the intended population size you are targeting and the dose size. For cell therapy applications, production scales are relatively small at about 50 L. Larger volumes, above 1000 L, might be required for high-dose systemic gene therapy applications.
Lab-scale methods, such as adherent cell cultures, cell lysis by freeze-thawing, and centrifugation are not easy to scale. We suggest replacing them with cell culture in suspension, filtration, and chromatography methods.
Process economy
Long-term production capacity planning is key to achieve overall process economy. We recommend performing process economy simulations early on, even during process development. Consider whether overall process economy is more important than individual steps. If additional process steps are needed to reach quality targets, improved facility utilization can offset the extra cost.
Regulatory requirements
We expect regulatory requirements to increase and get more standardized as viral vector-based therapeutics become more widespread and reach larger patient populations.
Regulatory authorities are concerned about cross-contamination and adventitious agents. This concern can be mitigated with single-use technology, which also allows aseptic and closed processing.
Purity demands are high and increasing. These demands are especially challenging for high-dose therapies. Analytics are time-consuming and important for your process, but they are not always robust. Some analytics have high variation and low accuracy. Another thing to think about is that your assays might be influenced by the impurity levels of your samples and your buffer compositions. To confirm results, several different assays are routinely used for the same target. The challenges for analysis are summarized in Figure 2.

Fig 2. Analytical challenges for viral vector-based therapeutics
Well characterized and documented cell lines with an established safety track record are essential for virus propagation. Also, the virus seed stocks and plasmids need to be of high quality for GMP manufacturing.
Regulatory authorities encourage the use of animal origin-free raw materials, such as cell culture media and other reagents, where possible. Robustness is another thing to consider. Purification steps must be robust to accommodate any variations in feed material. Also, all buffer components must be compatible with clinical manufacturing.
Upstream processing
Virus propagation can be done using either transfection or infection. Host cell lines are typically mammalian, but baculovirus systems are an option for adeno-associated viruses (AAV). If efficient packaging cell lines are available, think about using them to increase production volumes.
The host cell line can be cultured in adherent static mode or in single-cell suspension in bioreactors. Suspension cell culture is always easier to scale up; however, some cell lines require adherent culture.
Use of adherent cultures can be an advantage when propagating via transfection. Another option is microcarrier cell culture to expand adherent cells in stirred-tank bioreactors.
As mentioned previously, all raw materials need to be compatible with GMP manufacturing. It is also a good idea to avoid all animal-derived components such as serum and to use chemically defined cell culture media.
Single-use bioreactors are now state of the art for viral vector production (Fig 3). The advantages over stainless steel are faster change-over between batches and lower risk of cross-contamination. Single-use bioreactors can also help you make your facilities more productive and flexible.

Fig 3. Upstream processing in an Xcellerex single-use bioreactor
To ensure efficient virus propagation and a robust upstream process, make sure to optimize parameters such as multiplicity of infection, time of infection, and time of harvest.
Cell culture and virus propagation need to be optimized to ensure the highest possible virus titer. Regulatory and process economy demands can be met by using modern and scalable upstream technologies.
Downstream processing
If host cell lysis is required, make sure to use a detergent that is compliant with all the regulatory requirements. For example, Triton™ X-100 is not allowed for large-scale production in Europe anymore, for health and environmental reasons.
If your process requires virus infectivity, take special care to maintain infectivity throughout the purification process. Remember that virus stability can be affected by buffer salt and pH. If you have problems with virus stability, you can add stabilizers.
Figure 4 shows a simple workflow for viral vector purification.
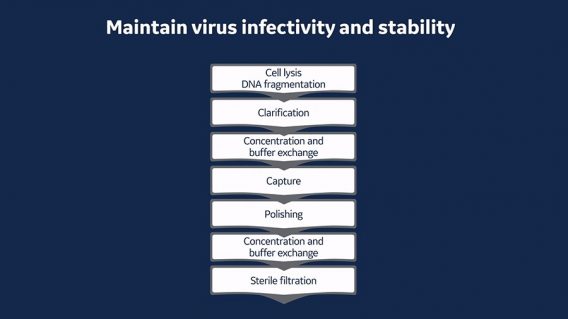
Fig 4. Simple workflow for downstream processing of viral vectors
It is important to optimize recovery of each step, since this will affect the overall process economy. You can improve recovery by minimizing the number of steps. Host cell DNA is often the most difficult impurity to remove. Fragmenting DNA by nuclease treatment early in your process can help you to remove host cell DNA in the filtration and chromatography steps. More than one nuclease treatment might be needed.
We recommend using orthogonal methods for primary and secondary purification to separate impurities from virus more efficiently. As mentioned previously, large virus particles can only bind to the surface of the chromatography support, and this will impact the binding capacity. We recommend using smaller bead resins or membranes to improve capacity.
In conclusion, purification needs to be optimized, for improved recovery and impurity removal, in each step. Regulatory and process economy demands can be met by using scalable and modern downstream technologies.
Development of a scalable adenovirus process
To meet regulatory and scalability demands, we selected a single-use bioreactor system. We also cultured the cells in suspension and selected serum-free and chemically defined cell culture medium.
We used modern filtration and chromatography techniques (Fig 5). This resulted in a highly purified bulk that met the regulatory requirements. We selected upstream and downstream technologies that are compatible with predesigned and modular manufacturing facilities.
Fig 5. Downstream processing of viral vectors using ÄKTA systems
We used process economy simulations early in process development to ensure cost-efficient production. To overcome the analytical challenges, we developed new virus titer assays that were shown to be robust and reproducible.
In this article we shared steps and strategies that can be used for adenovirus. However, a similar process can also be implemented for other virus types, such as adeno-associated virus and lentivirus.
Learn more about virus and vaccine production