Manufacturers of biopharmaceuticals using mammalian cell culture must have processes in place to minimize the likelihood of virus contamination of their products. Regulatory agencies provide guidelines for testing strategies and best practices to assure raw-material safety and control of the manufacturing process. Safety assurance relies on an interdependent matrix of managed risks, including characterization and control of raw materials, extensive testing of process intermediates, and demonstration of the virus removal capabilities of purification unit operations

A dedicated component in most downstream processes is the small-virus filter used to reduce levels of parvovirus and larger viruses from a process stream by size exclusion (1). In recent years, expectations for levels of parvovirus removal by small-virus filters have increased, both as a consequence of improvements in performance of those filters as well as from an industry expectation for better viral clearance levels across individual unit operations. The industry expectation for a robust small-virus removal step is at least four logs.
PRODUCT FOCUS: BIOLOGICS
PROCESS FOCUS: DOWNSTREAM PROCESSING, MANUFACTURING
WHO SHOULD READ: PROCESS DEVELOPMENT, MANUFACTURING, ANALYTICAL
KEYWORDS: VIRAL SAFETY, SPIKING STUDIES, IN-PROCESS HOLD, MAMMALIAN CELL CULTURE, SCALE-DOWN STUDIES
LEVEL: INTERMEDIATE
The performance of a small-virus filter in any process is typically assessed in a scaled-down study that uses a virus-retentive membrane, process materials, buffers, and operating conditions representative of the manufacturing scale process. Regulatory documents emphasize that a scaled-down model must represent the manufacturing process as closely as possible (2). Scaled-down studies typically challenge virus filters with MVM (minute virus of mice), a parvovirus of 18–24 nm that is highly resistant to chemical treatments. MVM is often the model of choice because its small size makes it particularly challenging to remove by size exclusion. Furthermore, several reports of MVM contamination in bioreactors have resulted in its classification as a “relevant” model for filtration studies (3).
Standard large-scale processing involves bringing the process intermediate to the virus filter, processing the load, and transferring the buffer to the virus filter for product recovery. The details of how those steps are executed depend on both a manufacturer’s preferences and production facility constraints. Figure 1 shows a schematic of some alternative buffer and process intermediate configurations that could supply a virus filtration unit.
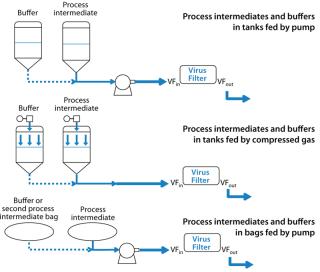
Process interruptions are common in large-scale manufacturing operations that use bags or tanks to transfer a process intermediate to and from a virus filter. Storing a process intermediate in multiple bags necessitates a process interruption when bags are disconnected and reconnected to a pump. Alternatively, process interruptions can be the consequence of nonplanned events such as power outages or activation of an emergency system stop. In addition, many large-scale operations commonly include a buffer flush step at the end of the filtration run to maximize yield. In such instances, pressure and flow are temporarily paused during buffer transfer to the load tank. Flushed material is typically collected in the same pool as the filtrate. Although interruptions can be prevented by seamless transfer between multiple process-intermediate loads or load to buffer, that is not always possible.
In 2011, Asper presented the results of a clearance study that included multiple process interruptions and showed that the virus retention performance of some small-virus filters was compromised following those interruptions (5). Many small-scale viral clearance studies do not include an unplanned process interruption and do not specifically assess the impact of process interruptions during filtration — either between multiple process intermediate loads or the transition to the buffer flush. So the validated LRV may not be ensured at large scale if a validation study does not accurately represent the manufacturing process. The studies described herein show how process interruptions affect MVM clearance across two different small-virus filters using a panel of four distinct process intermediates. The results indicate that process interruptions reduce virus retention with some types of virus filters and suggest that this be considered when designing scaled-down model studies. Ideally such studies include planned process interruptions at manufacturing scale, and a separate study includes the impact of an unplanned pause on the log reduction value (LRV). Ultimately, the primary motivation is to better understand and control a filtration process, thus ensuring that the validated small-virus filter LRV also applies to the manufacturing scale and that a known level of virus safety is assured.
Materials and MethodsViruses and Assays: High-titer MVM stocks were generated by infecting confluent A9 cells (ATCC CCL-1.4) in advanced/F12 Dulbecco’s modified Eagle’s medium (DMEM) from Invitrogen (Life Technologies, catalog #12634-028). The medium contained 1% (v/v) fetal bovine serum (FBS) with penicillin (0.2 units/mL), streptomycin (0.2 µg/mL), and 2 mM L-glutamine. After incubating for three days at 37 °C with 5% CO2, the medium was replaced with the same mixture but without serum, and infection continued for a further seven days. Cell lysates were harvested and clarified by centrifugation (300 g for 20 minutes) then concentrated by ultrafiltration (EMD Millipore, catalog #UFC710008).
Final concentration was achieved with four hours of ultracentrifugation at 112,000g using an SW28 rotor in a Beckman centrifuge. Virus pellets were resuspended in TNE buffer (10 mM Tris, 100 mM NaCl, 1 mM EDTA pH 7.5) before a final polishing step using flow-through cation-exchange chromatography. Purified virus was stored in buffer at –80 °C for use in spiking studies. For each run, MVM was spiked into the process intermediate to a target titer of 2 × 106 TCID50/mL. Once they were mixed by gentle swirling, spiked feeds were processed through 0.22-µm Stericup vacuum filters (EMD Millipore). Samples from the spiked feeds were held at room temperature for the duration of the
tests, then assayed for titer.
We determined MVM titers using a tissue culture infectious dose 50% (TCID50) assay as described in Bolton et al. (6). Test samples were diluted to mitigate cytotoxicity and viral interference. Tenfold serial dilutions were then prepared with cell culture medium, and 100-µL aliquots of each dilution were added to each of 16 wells in a 96-well microplate containing subconfluent 324K.PT cells (obtained from P. Tattersall in the department of laboratory medicine and genetics at Yale University School of Medicine in New Haven, CT). After incubating for 10–12 days at 37 °C in 5% CO2, then visually assessing infected wells for cytopathic effect (CPE), we determined titers using the Spearman and Kärber methods (7, 8). Where low counts were expected (filtrate samples), we also used large-volume plating techniques. Depending on frequency of observed CPE, we estimated sample titers using one of several different, accepted statistical methods. LRVs were calculated by determining the log10 of the viral load upstream and subtracting the log10 of the total virus in the filtrate.
Feedstreams and Feedstream Conditioning: We used four process intermediates in this study (Table 1), all supplied by Pfizer along with their respective buffers. Samples were stored at –70 °C and thawed overnight at 4 °C followed by a 25 °C water bath for about three hours before filtration experiments. Following thaw, each process intermediate was prefiltered using a Millistak+A1HC depth-filtration device (EMD Millipore catalog #MA1HC027H1). Inclusion of this prefiltration step following thaw of frozen material reduced the levels of protein aggregates and minimized the risk of aggregate-induced fouling of the virus filters.
Table 1: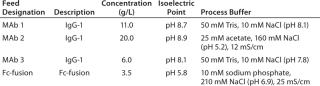
Filtration Experiments: Two small-scale parvovirus filters were investigated in this study: Viresolve Pro filter (EMD Millipore catalog #VPMCVALNB9) and another established small-virus filter designated Virus Filter 2 (VF2). The Viresolve Pro device comprises two layers of polyether sulfone (PES) flat-sheet membrane with a 3.1 cm2 filtration area. Both the Viresolve Pro and VF2 filters claim >4 logs removal. We used Viresolve Pro devices from a single lot (C1MA16074) for all runs, but that was not possible for VF2, for which devices of the same catalog number but different device lot numbers were used for each run.
Process intermediate prefiltration was performed the day before virus spiking studies. The adsorptive prefilters were purged of air at 8 psi, then prewetted and flushed with 5.4 L of purified water and 750 mL of buffer at 30 psi. The Millistak+ A1HC depth filter was operated at a pressure that would maintain a 100 mL/min flow rate (<8 psi) with volumes of feed processed ranging 1,000–2,700 mL.
Virus filtration devices were run at the vendor-recommended maximum operating pressures for preuse flushing, product loading, and postuse buffer flushing. The Viresolve Pro devices were flushed with buffer at a constant pressure of 50 psi for 15 minutes or until 100 L/m2 was reached. VF2 devices were wet with buffer at the maximum recommended device pressure for 15 minutes. Filtration devices were challenged with spiked feed, and volumetric targets were based on predetermined, economically optimized throughput. Specifically, those targets were set to match the cost on the basis of the price in dollars per gram of filtered process intermediate for both types of virus filters.
Each processing run was paused when 50% volumetric target throughput was reached. Valves upstream of the virus filtration devices were closed, and the pressure source was shut off for 10 minutes before being opened and resuming the run. After 100% of the feed was processed, the upstream valve and pressure source were shut off again, and the process feed was exchanged for buffer. The valves were opened and the devices were flushed with 20 L/m2 buffer. Throughput on Viresolve Pro devices ranged from about 650 L/m2 to 1,000 L/m2.
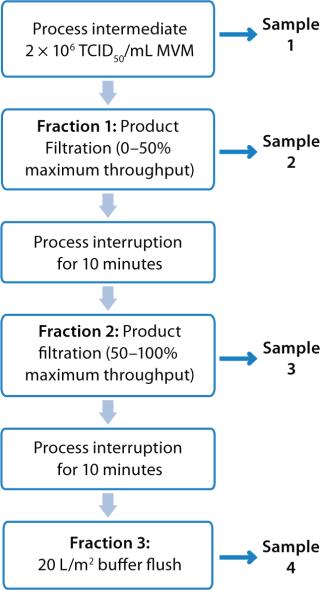
Filtrate from each run was collected on a balance, and we tracked cumulative volume with process time. The filtrate from each device was collected in three separate pools from which samples were assayed separately for titer. Figure 2 schematically illustrates the virus filtration process and sampling plan. For two of the process intermediates, an additional run collected samples from the filtrate pools as described above, but an additional grab sample was collected immediately after the first repressurization to increase sensitivity in the event of virus passage. Table 2 summarizes the runs for each process intermediate and virus filter.

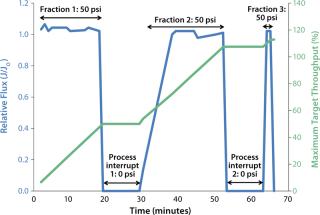
Virus Filter Capacity Throughput Performance: Figure 3 illustrates the impact of process interruptions on capacity and relative flux for one process intermediate on the Viresolve Pro filter during the course of a run. The maximum operating pressure (50 psi) was reduced to 0 psi for 10 minutes before repressurization and continuation of run. At the end of the run, the interruption was repeated before the product recovery step.
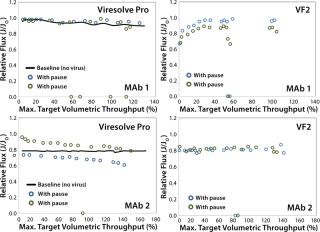
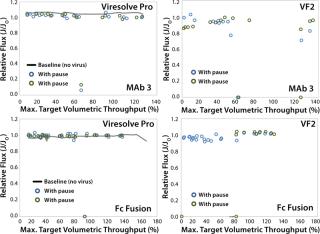
For each prefiltered process intermediate, the unspiked baseline runs showed minimal fouling on Viresolve Pro devices. Furthermore, addition of the virus spike had no noticeable effect on flux, with similar profiles observed between the duplicate runs on both virus filters. All runs surpassed the maximum target throughput. Figure 4 (MAb 1 and MAb 2) and Figure 5 (MAb 3 and Fc-fusion) show the virus filter capacity performance for all runs in terms of relative flux (J/Jo) against achieved percent of maximum volumetric throughput. The left-hand panels show Viresolve Pro filter results, and the right-hand panels show VF2 results.
Virus Filter MVM Log Removal Performance: Figure 6 shows the virus reduction results for this study. We observed differences in retention between duplicate devices, both for Viresolve Pro (Fc-fusion, Figure 6, lower right) and VF2 devices (MAb 2, Figure 6, upper right). Also, despite similar flux profiles, each process intermediate differed in virus-retention profile on the two device types. MAb 1 performed very well on both devices: Either no virus or a low level of virus was detected in the filtrate pools. By contrast, Fc-fusion showed increased virus passage in the filtrates of bothdevices. Because there was minimal filter fouling (Figure 5, lower panels), understanding the reason for this increased virus passage will require further studies.
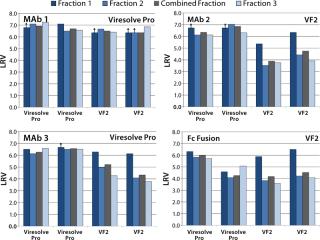
Overall, virus reduction levels for both devices were at least four LRV across all process intermediates before the interruption (fraction 1 samples). However, after the first pause, notable differences in retention were observed between the two device types: with the Viresolve Pro filter, we saw robust MVM retention with three of the four process intermediates and detected little virus passage in the filtrate pools and LRVs of at least five. For Fc-fusion, we saw more virus passage, but the calculated LRV remained above four (fraction 2). Lack of substantial virus passage following repressurization was confirmed by analyzing grab samples from MAb 1 and MAb 2 runs (LRVs of 6.8 and 6.7 respectively, data not shown). After the first process pause, by contrast, we saw a notable increase in virus passage with VF2 for three of the four process streams, resulting in reduction levels less than four in some cases.
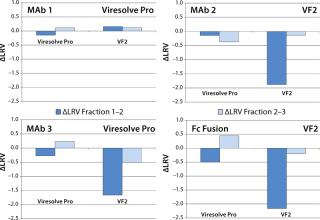
Figure 7 more clearly illustrates the negative impact of a process pause on MVM retention with the VF2 devices. Here, the change in retention is expressed as an average change in LRV for the duplicate devices (ΔLRV) following each process interruption: ΔLRV fraction 1–2 represents the difference between mean LRV in fraction 2 and that of fraction 1, and ΔLRV fraction 2–3 is the difference between fraction 3 (product recovery) and fraction 2. For Viresolve Pro devices, no marked change in retention followed the process pause in any of the process streams (ΔLRV fraction 1 to 2). For the VF2 devices, by contrast, increased virus passage (illustrated by a large –ΔLRV fraction 1 to 2 value) followed interruption of filtration for three of the process intermediates tested. However, the negative impact of process pause on retention was less after the second process pause (ΔLRV in fraction 2 to 3).
In light of the results of the interrupted test runs for both virus-filter device types, a general pattern of performance emerges. For three of the four feeds tested, calculated LRVs of at least 6 were obtained on Viresolve Pro devices in all fractions tested. By contrast, on the VF2 device, these high levels of virus removal were observed in only one feed under the same challenge conditions. Table 3 summarizes the final virus filter log removal performance.
Table 3: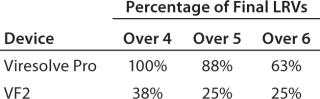
Overall, the results of this study show that the Viresolve Pro filter provides higher virus retention capabilities with a variety of process streams and demonstrates that process interruptions have minimal impact on virus retention performance. By contrast, process interruptions had a marked impact on virus
retention on the VF2 devices although the extent of impact depended on process intermediates.
The consequence of process interruption with the VF2 device is a transient reduction of the ability of the filter to retain virus. The underlying mechanism for this altered performance is unknown, but our hypothesis is that it is related to pore-size distribution, morphology of the virus filter, and the position of the viruses within the virus filter matrix at the time of process interruption. Until the point of interruption, the position of the viruses on the filter surface is driven by convective flow resulting from the applied pressure.
At the point of process pause, convective flow stops, and viruses can diffuse away from the point at which they were initially retained. Resuming the process and reapplying pressure gives retained viruses a second chance to find a path through the filter. If some pores in the pore-size distribution do not restrict passage, then the viruses could pass to the downstream side of the filtration device. The probability of virus passage with process interruptions is reduced if the pore size distribution of the virus filter is controlled to be smaller than the size of a virus particles and if the morphology of the pore structure is such that it restricts the lateral movement of viruses. Future studies will address our hypothesis.
The Value of Accurate Viral Clearance DesignThis study increased our understanding of the impact of process interruptions on virus retention on two different small-virus filters. Two filters widely used in the industry were evaluated with four process intermediates in studies designed to mimic operating pauses likely to occur during large-scale manufacturing. Despite the minor impact of interruptions on flux profiles with all four process intermediates on both virus filter types, the process interruption had a profound impact on virus retention with the VF2 device that appeared to be dependent on process intermediate.
Overall, the results of this study show that virus retention may be reduced by process interruptions and that some types of filters are more susceptible to this effect than others. These data augment the previously reported results (4) and reinforce the value of accurately designing virus clearance studies to reflect the manufacturing scale process, not only in terms of throughput, but also in terms of process fluid flow and handling. The best way to ensure drug product safety is to use a more precise scale down model, one that includes alignment of all parameters critical to the achieved LRV, so that the small-scale validated LRV accurately predicts and is directly applicable to the manufacturing scale.
Millistak+®, Viresolve®, and Stericup® are registered trademarks of EMD Millipore.
Author Details
Dan LaCasse is a senior scientist in biotherapeutics R&D purification process development at Pfizer, Inc. Corresponding author Paul Genest is a senior consulting engineer responsible for virus filtration applications; Kara Pizzelli is manager of east coast process development sciences; Patricia Greenhalgh is manager of virology; Lori Mullin is a research scientist III; and Ashley Slocum is a biomanufacturing engineer responsible for virus filtration applications at EMD Millipore Corporation, 900 Middlesex Turnpike, Billerica, MA, 01821,