Single-use technology is now well established for many bioprocessing unit operations, including sterile filtration and product storage, where it provides specific benefits such as elimination of cleaning and cleaning validation, reduced risk of contamination, and enclosed systems for safer handling. Recently, single-use technology has been introduced into more complex unit operations such as purification by chromatography (1), tangential-flow filtration (2), and mixing systems.
More complex processing steps, however, present a challenging task for developers of single-use products. Mixing systems fall into this category because the range of applications can be very wide, and mixing requirements often differ substantially among those. Developers of single-use mixers must take into consideration several factors: liquid–liquid and solid–liquid mixing, suspensions, immiscible liquids, fluid viscosity, shear-sensitive fluids, susceptibility to foaming, container shape and dimensions, process scale, mixing times, fluid-contact materials, capital and running costs, sampling and monitoring, extended operation and durability, particulate generation, power transfer, footprint, hardware requirements, and temperature control.
Here we report on an extensive study of the design, development, and performance testing of a single-use mixing system for liquid–liquid and solid–liquid mixing, incorporating features that provide ease of use and mixing capabilities that are comparable with those of stainless steel systems.
PRODUCT FOCUS: ALL BIOLOGICS
PROCESS FOCUS: PRODUCTION, MANUFACTURING
WHO SHOULD READ: MANUFACTURING AND PROCESS ENGINEERS, ANALYTICAL
KEYWORDS: FLUID DYNAMICS, GOOD ENGINEERING PRACTICE, DISPOSABLES
LEVEL: INTERMEDIATE
PRINCIPLES OF MIXER DESIGN
Our initial task was to look at the principles behind traditional mixer design to determine how we might apply them to a single-use engineered solution that required ease of use for multiple installations. In parallel, we also reviewed the design and performance attributes of currently available single-use systems to identify their strengths and limitations and take those into account when designing our new system.
Currently available single-use mixer systems can be grouped into four types: rocking mixers, pumped-loop mixers, stir-bar mixers, and mechanically driven impeller mixers.
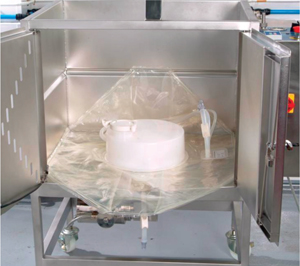
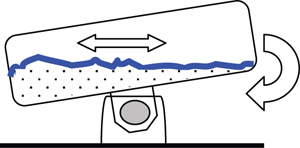
Rocking Mixers: These systems are based on wave generation inside a flexible bag placed on a flat-bed rocker (Figure 1). The noninvasive nature of the mixer is a benefit, but we were concerned about mixing efficiency for poorly soluble solids as well as scalability, power input, and the general complexity of controls necessary to ensure effective mixing with different fluid types and fill volumes.

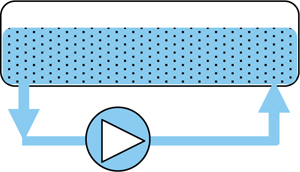
Pumped-Loop Mixers: This type relies on pumping fluid from a container through a recirculating loop to induce mixing within a container (Figure 2). Although it provides a simple and contained process, fluid velocities in the container can be severely limited by pumping capacity of the loop. This limitation can restrict those capabilities, especially regarding solids dispersion and sedimentation of low-solubility solids, mixing times, and high-viscosity fluids. Power input is generally low in these systems, but it remains an acceptable approach for liquid–liquid applications.
Stir-Bar Mixers: Magnetically driven stir bars or levitating impellers linked to superconducting drives have been incorporated into several single-use mixing systems (Figure 3). Such mixers have the benefit of simplicity but can suffer from insufficient power input for some applications, from restrictions on flow dynamics within containers to scalability.
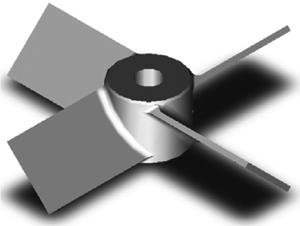
Mechanically Driven Impeller Mixers: A mechanically driven impeller or paddle mixer (Figure 4) has some significant benefits over other types, especially regarding power input and flow patterns. However, this approach requires careful consideration of engineering principles for incorporation into a single-use system.
In a recent evaluation of single-use mixers (3), Sinclair and Monge noted that each type currently available was restricted by its design to specific applications and that no system was optimal for general-purpose mixing. Similarly, Strahlendorf and Harper (4) identified an unmet need for scalable systems and also found that the mixing systems were not currently optimized for suspension products. They believe this represents an opportunity for innovation.
It was evident fro
m our review that none of the existing designs could meet all of our criteria for an easy-to-use, scalable mixer capable of handling a very broad range of applications. We concluded, however, that a mechanically driven impeller design offered potentially the best opportunity, provided that some basic design and engineering issues could be addressed successfully.
CRITICAL REQUIREMENTS FOR AN IMPELLER MIXER
In our studies on traditional mixer design, we identified the basic engineering principles and requirements that would be critical in development of a versatile, high-performance, mechanically driven impeller mixer for single-use applications. The most important properties (and their significance) can be summarized as follows.
Power Input: Mixing efficiency is strongly influenced by power input (transfer of energy into the mixing process). The benefit of an impeller directly coupled to a motor is that power input is maximized and can be precisely controlled and adjusted. Factors influencing power input include fluid density, impeller power number, speed, and diameter.
Flow Patterns: A flow pattern that distributes fluid rapidly and efficiently throughout a container is an important requirement. This pattern must ensure an absence of dead zones, especially in the container extremities. Flow must accommodate mixing of low-density powders on a liquid surface and of high-density solids in the base of the container, as well as liquid–liquid mixing and high-viscosity fluids. These are very different and demanding requirements.
Flow regimes are defined by turbulent and laminar-flow components. Strong turbulent flow is desirable when using turbine impellers and can be advantageous for many mixing applications. On the other hand, some impellers operate well in a laminar flow regime (e.g., close-clearance impellers in high-viscosity fluids).
Shear forces carry out mixing processes. In an impeller system, shear forces represent shear stress and are induced primarily by a combination of two effects:
•Fluid velocity and relative motion of liquid layers within a container (the dominant component for impeller mixers in most, but not all, fluids)
•Shear forces in the immediate vicinity of impeller blades (where a small amount of fluid experiences high shear).
Container Geometry: The shape and dimensions of a container are critical properties that can substantially influence flow patterns and mixing performance. Most stainless steel, stirred tanks are cylindrical with a liquid height:diameter ratio greater than one (H/T > 1), and they often have dished bottoms to prevent accumulation of solids in their corners (Figure 5). This cylindrical shape can induce undesirable tangential flow or swirling of the liquid resulting in reduced power draw by the impeller and lower mixing efficiency, but such effects can be minimized by the introduction of wall baffles.
By contrast, many single-use containers have a rectangular cross-section (Figure 6), with a 3D profile that is either cuboid (H/T = 1) or rectangular (H/T < 1). This noncylindrical profile can be beneficial for two reasons: First, the reduced height can improve top-to-bottom, axial-flow distribution; and second, the rectangular profile can minimize undesirable tangential flow, the corners acting like a baffle to break up the regular flow pattern and promote vertical flow.
We considered other properties and features in our design approach, as well: for example, dynamic sealing of an impeller shaft, access for liquids and solids, external hardware (tote), materials of construction, and control systems. Those aspects are described below.
APPLYING CRITICAL REQUIREMENTS FOR DESIGN AND FUNCTION
First and foremost, we wanted to ensure that our new design would be based on proven engineering principles for mixer performance. We first approached this objective through a detailed research study into the scientific and engineering principles of mixing processes and system design. This study involved a substantial amount of engineering expertise and experience within our working environment, together with the application of good engineering practice (GEP) during development and testing (5).
Container Design: We based our container design on an existing three-dimensional (3D) single-use biocontainer, using the same film material as it used. This approach enabled us to benefit from proven performance and qualification studies established for the existing product. However, that container’s geometry — a rectangular cross-section, a shorter height than width, and a flat bottom — is different from that of a conventional cylindrical mixing vessel. Those characteristics required that special features be incorporated to ensure achievement of the required mixing properties and performance.
Impeller Type: Designing an ideal impeller for the wide range of intended mixing duties was a critical part of this project. To help explain the basis for our final decision, we summarize below the main types and properties of general-purpose impellers, which fall into three main categories: radial flow, hydrofoil, and axial flow.
Radial-Flow Impellers: An example of a radial-flow impeller is a paddle stirrer with rotating vertical flat blades. This design discharges fluid predominantly radially (horizontally) toward the vessel wall. It can create higher shear and turbulence at the blade surface than some other types will, but it also provides low pumping.
Radial action produces flow patterns (Figure 7) with two circulating flow loops, one above and one below the impeller. Mixing occurs between those loops. Such a flow pattern is not ideal because it causes stratification or compartmentalization in a tank, resulting in poor homogeneity of the bulk fluid. Although the flow pattern can be converted to a strong top-to-bottom flow using suitable baffles, we did not consider this type of impeller to be ideal for a general-purpose, single-use system.
Hydrofoil impellers contain tapered, twisted blades. Their flow pattern has a greater vertical (top to bottom) distribution than flat-blade impellers do, and the flow is very uniform and streamlined, with lower shear than other types have. Although these properties are favorable for many mixing applications, the
flow pattern cannot be reversed by changing the rotation of the hydrofoil. For reasons discussed below, a reverse-flow feature was an important requirement for our mixer, so we did not select a hydrofoil impeller.
Axial-Flow Impellers: An example of an axial flow impeller is a pitched-blade impeller with angled blades (Figure 8). This generates both axial and radial flow in low- to medium-viscosity fluids, as shown in Figure 9 with a down-pumping flow. The impeller produces slightly higher shear at its blade surface than a hydrofoil does, which gives a good balance between pumping and shear action. So this is considered to be a good general-purpose impeller. Therefore, we chose a pitched-blade design with four blades for our development program.
Impeller Blade Pitch Angle: The angle of a blade’s pitch influences several mixing properties, from the balance between axial and radial flow to the pumping capability and shear rate. These combined effects affect both mixing performance and flow patterns of a mixer.
One other key factor helped determine our final selection of pitch angle: namely the requirement to operate a mixer in both down-flow and up-flow pumping directions by reversing the motor and shaft rotation. This would provide greater flexibility for use. To ensure the same pitch angle for both pumping directions, we incorporated a 45° angle. The benefits of this feature are discussed below.
Blade Diameter: The ratio of blade diameter to vessel diameter (D/T) is an important parameter because it affects flow pattern and power input — and consequently mixing efficiency. D/T values of 0.33–0.50 have been studied and used in design and operation of conventional stirred tanks. Larger blade diameters (higher D/T ratios) provide higher power input at lower speeds, which improves mixing. However, it also increases radial flow at the expense of axial flow, which changes the flow pattern and can negatively affect mixing performance. With D/T ratios of 0.55 and higher, flow becomes predominantly radial and not ideal for general-purpose mixers.
As with many variables, it is a matter of arriving at the optimum balance for a given application. For example, we sized the blade for a 200-L rectangular container to give a D/T ratio of 0.41 and 0.55 for the respective wider and narrower container dimensions we offer. That range ensures good power input and sufficient axial flow.
Impeller clearance from the tank bottom needs to be taken into consideration in a mixer design. The ratio of clearance to liquid height (C/H) is an important parameter that ranges typically from 1/3 to 1/6. For down-flow pumping impellers, a very small clearance can cause predominantly radial flow with high shear and reduced pumping. But that may be beneficial for sweeping solids from the tank bottom — at the expense of bulk homogeneity.
For our single-use system, we found a C/H ratio in the region of 1/4 to be optimal for mixing performance in the wide range of duties defined by user requirements. Nevertheless, we set the ratio at 1/7. Lowering the impeller nearer to the base of the container allows for use of smaller working volumes without exposing the impeller above the liquid surface. Such exposure can generate excessive turbulence and undesirable effects on sensitive products. In-house mixing tests at this clearance showed satisfactory mixing efficiency. This feature can also assist in the drainage phase of a mixing process to ensure homogeneity of the whole solution and good product recovery.
Pumping Direction: We considered the ability to operate an impeller in a down-flow or up-flow pumping direction to be beneficial for extending the range of mixing duties that our system could fulfill. By reversing the motor rotation, our pitched-blade impeller with its 45° angle could provide this function.
In many applications, counterclockwise rotation is preferred for down-flow pumping. It has the specific benefit of creating an area of high turbulence below the impeller to lift solid particles that may rest in the container bottom.
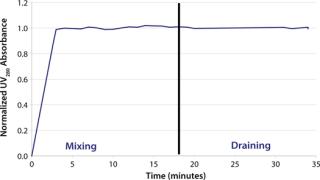
Photo 1:

Conversely, clockwise rotation for up-flow pumping creates an area of turbulence above the impeller. This can be preferred when incorporating light solids into bulk fluids and for gentler mixing. It is particularly beneficial when fluid is sensitive to air entrainment or foaming, such as in media preparation with low-density powders.
Impeller Speed: It is important to operate a pitched-blade impeller at a speed that will ensure turbulent flow. Our studies showed that the chosen impeller design could achieve turbulence in the range of 100–200 rpm for most applications. The exception is with mixing of very viscous fluids, for which higher speeds may be required but can be limited by total power and heat build-up due to viscous energy dissipation. If that limitation significantly restricts mixing efficiency, a different and more appropriate impeller may be needed (e.g. a close-clearance impeller).
Wall Ba
ffles: We considered the effects of baffles on flow patterns and mixing performance to be sufficiently beneficial for some applications to include this optional feature into our single-use mixer. Baffles can reduce swirl and help convert tangential flow to vertical flow, which enhances top-to-bottom mixing. Vortices created at high impeller speeds are also minimized by baffles to reduce air entrainment and foaming. We made the baffles optional using removable vertical plates attached to three sides of the tote, with the fourth side containing its doors. Their width is based on standard baffle configurations used in conventional stirred tanks (8% and 10% of the containers width and depth, respectively).
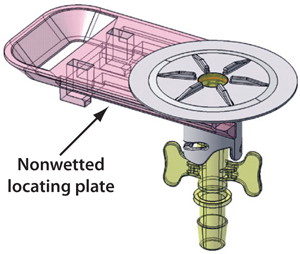
Drain ports at the base of containers potentially introduce dead zones that can trap solids and unmixed fluids. To eliminate that possibility, we designed a specially engineered drain port with an integral flange flush at the bottom surface (Figure 10). Actuation by opening and closing the drain port happens through a bayonet mechanism that gives a positive indication of the port position (either fully open or fully closed). This function is critical for solid–liquid applications to ensure no partial opening of the port or entrapment of solids in operation before the outlet valve is opened.
Tote Design: We based the tote for supporting our flexible mixing system on a design previously developed for 3D storage containers, after adapting it to incorporate the various attachments (motor drive unit for impeller shaft, air/gas manifolds, baffles, and control system). Full-width double doors were incorporated to provide ease of access for installation of the mixer assembly. And we had to take other features into consideration for our final design: e.g., a small footprint on weigh scales, low height (
The user control interface (UCI) in Photo 1 was designed to control the impeller’s direction and speed, to manage interlocks for security in operation, and to provide for inflation and a gas blanket. As part of normal mixer operation, the mixing chamber is first inflated before addition of fluid and powder. That ensures a consistent envelope for mixing a range of volumes within the system and provides an opportunity for gas blanketing (using nitrogen for example) when oxygen-sensitive materials are mixed.
PRELIMINARY STUDY RESULTS AND CONCLUSIONS
Results confirmed that a mechanically driven, pitched-blade impeller could deliver adequate power and flow distribution for these duties.
Solid–Liquid Applications
Short mixing times of
Efficient lifting of high-density solids from bottom of container
Effective entrainment of a floating, slightly hydrophobic powder
No foaming even at fast impeller speed.
Liquid–Liquid Applications
Homogeneity of system in
Capable of mixing very high-viscosity fluids (1,000 cP)
PERFORMANCE TESTING
We designed our single-use mixing system for use in a wide range of mixing operations. It was therefore important to carry out performance testing that simulated such operations, in some cases representing worst-case conditions. We evaluated different solids and liquids under a range of conditions. Our investigations can be summarized as follows: liquid–liquid and liquid–solid mixing; low-density and high-viscosity liquids; floating and settling solids; high-foaming liquids; effects of impeller speed, baffles, pumping direction, and liquid volume; dead-zone tests; homogeneity of mixing; and long-term use.
Preliminary Studies: To assess the mixing properties and efficiency for a solid–liquid mixing system, we added tryptic soy broth (TSB) powder at 30 g/L to 200 L of water using an impeller speed of 200 rpm. We monitored mixing efficiency by pumping the liquid at 2 L/min through a recirculating loop from outlet to inlet and continuously measuring TSB concentration with an inline ultraviolet (UV) absorbance meter. We defined the mixing time as the point at which a steady UV absorbance reading at 280 nm (A280, corresponding to protein concentration) was achieved. The impeller was then stopped and the solution drained with continuous monitoring for any change in absorbance that would indicate nonuniform mixing and dead zones within the container.
Figure 11 shows that the TSB was fully mixed within three minutes. The draining profile confirmed that mixing was uniform, with no dead zones. Similar studies (data not shown) were performed using solid–liquid suspensions. Turbidity measurement provided similar results.
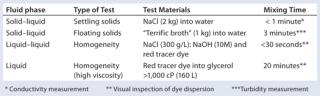
We designed another series of tests to establish typical mixing times and fluid homogeneity under four widely different test conditions (Table 1). Variable parameters such as impeller speed (200 rpm), pumping direction (down), volume (200 L), and baffles (not inserted) were kept constant unless stated.
Table 1: Mixing times for different applications
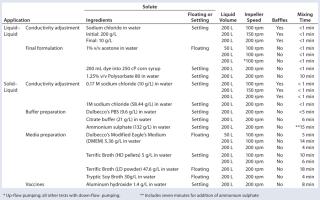
Extended Program: Having confirmed good mixing performance in preliminary studies, we put in place a more extensive test program. Test protocols were designed to study the effect of parameters such as impeller speed, liquid volume, and insertion of baffles while testing a broader range of solids and liquids. We divided this program into two parts: liquid–liquid and solid–liquid mixing. Table 2 summarizes the conditions for 23 tests in the program.
Table 2: Test parameters for a range of applications
Performance Test Conclusions: From our complete set of performance test results, we concluded the following:
- Our mixer system met performance targets set at project initiation.
- Efficient mixing could be achieved for a range of diverse and challenging applications.
- Studies highlighted the importance of optimizing mixing conditions to achieve peak performance.
PUTTING KNOWLEDGE TO PRACTICE
Our approach to design and performance testing of a new single-use mixer system was based on three basic and essential steps: first, a full understanding of engineering principles behind the performance of mixing systems; second, application of those principles to design of a single-use mixer in accordance with GEP, focusing on ease of use, safety, and the widest possible range of applications;
and third, extensive performance testing to confirm system capability. Performance testing showed that
- Good engineering and design principles for mixer systems can be applied successfully to single-use technology
- Design principles already incorporated into existing stainless steel mixers can be applied to single-use systems
- A system based on a mechanically driven, pitched-blade impeller can provide a practical alternative to traditional stainless steel mixers for a wide range of applications in bioprocessing.
Scalability should further increase the mixer design’s capabilities. Work is now in progress on scaling up this single-use mixer as well as incorporating other beneficial features.
Author Details
Bojan Isailovic is a senior R&D engineer, and Bruce Rawlings is senior marketing manager for Pall Life Sciences, Pall Life Sciences, Europa House, Havant Street, Portsmouth, Hampshire PO1 3PD, UK; 44-23-9230-3303, fax 44-23-9230-2506; www.pall.com.
REFERENCES