Finite-element modeling is an attractive alternative to physical testing for predicting seal life, particularly when aging poses major concerns and seal replacement is expensive. For years, seal manufacturers and users alike have searched for a reliable method for predicting how long seals will last in service.
The FEA modeling process simulates seal reliability in real-world scenarios.
Past methods for evaluating an elastomer’s potential as a static or dynamic seal use American Society for Testing and Materials (ASTM) or other standard immersion tests. These tests involve submerging a material in a test fluid for a specific time. Technicians then compare physical properties (e.g., hardness and ultimate tensile strength) before and after immersion and make a judgment about the material’s suitability as a seal.
Immersion testing certainly plays a role in screening potential materials. Of course, a knowledgeable engineer would not choose a material that severely deteriorated in an immersion test. But some physical degradation and volume swell generally can be tolerated. Results are often subject to interpretation.
Often the problem is that elastomers are not tested in their final form, which is compressed and exposes little of its surface to a fluid or the environment. Thus, immersion tests will not predict how long elastomers will seal in specific environments. Yet many industrial seals are required to remain serviceable for 20 or more years while standing up to severe environments. This makes physical tests impractical. However, analysts have made developments in evaluating long-term performance of elastomeric seals using numerical simulation with appropriate aging models.
Finite-element analysis (FEA) has come of age for those who design and use seals. It lets engineers study the viscoelastic effects of elastomers and plastics on seal and bearing performance as well as predict the life and failure of such products. Engineering studies are leading to seals that cost less and perform better. My company has developed and validated FEA methods for comparing common sealing polymers while using the latest techniques and software to reduce cost and time to market. As a result, we have found that FEA methods can increase design quality and reliability and reduce overall costs of new and existing product designs.
Seal Aging
Elastomers rely on pressure exerted against their housing for their sealing properties. But that stress often decays, a well-known phenomenon accelerated by high temperatures and aggressive fluids. As sealing force decreases, at some point a seal will fail. The process is commonly known as aging. Elastomers age through two mechanisms: diffusion of fluid molecules and chemical reactions involving the molecular-chain network. The finite-element method can model both behaviors and works with widely available commercial codes.
Applying finite-element methods to molecular diffusion and chemical reactions is doable because the equations that describe aging in elastomers are analogous to those describing heat conduction in solids. The general equations for nonlinear elasticity in elastomeric sealing materials are expressed in terms of strain-energy density. However, high temperatures change molecular networks and, in turn, the strain energy. The change is a result of scission (breaking) of primary cross links formed during curing and the creation of a secondary crosslinking molecular network. That is a result of substantial changes in mechanical response, which can lead to the permanent deformation of the seal (often termed compression set).
Modeling to Design Better Rubber Seals
Two rather different approaches can be taken to model rubber elasticity: One is statistical (or kinetic) theory, which derives elastic properties from idealized models of the rubber structure. The other is phenomenological theory, which takes a continuum-mechanics viewpoint. It constructs a mathematical framework to characterize rubbery behavior and solve stress and strain analysis problems without reference to microscopic structure or molecular concepts.
It is important to adopt an approach that takes into account both models. Phenomenological theory provides the needed continuum-mechanics framework. And certain aspects of kinetic theory help describe changes in the network of chain molecules, letting us use FEA to create seal designs that account for long-term behavior and irreversible effects.
Combining FEA with world-class engineering resources to design, develop, and manufacture advanced solutions is the best approach. Modeling simulates the performance and behavior of a component within a virtual environment. It also allows for rapid modifications and design iterations to be tested for viability — a process that would take years with conventional methods. When FEA methods are combined with engineering expertise and a portfolio of tried and tested materials, the optimal material or product design for an application can often be determined quickly, which maximizes performance.
FEA Considerations
Viscoelasticity (the inherent ability of plastic and elastomer materials to move with load and deformation) is rate-dependent behavior, most commonly identified as creep and stress relaxation. Stress relaxation is the decay of stress over time when placed under a constant strain. Creep is the increase in deformation or strain under a constant load and stress. Both can affect sealing capability as well as seal shape.
Stress relaxation reduces the force exerted by a seal to sealing surfaces. Common terminology for that effect includes compressive stress relaxation (CSR) and aging. CSR is typically a material’s performance tested at a specific time and temperature to measure the stress relaxation in compression. Aging is a general term used to describe a change in sealing stress or force, of which stress relaxation is a causative factor.
Creep significantly affects sealing by changing the shape of seals (deform), which changes sealing stress distribution. Terms such as extrusion, cold flow, and set often describe such shape changes related to creep. Extrusion is typically movement of seal material into the small clearances of a rod housing or piston. Cold flow is another term for creep that defines shape change of the seal over time. Set is deformation under stress or load, part of which is a result of creep.
My company focused on measuring linear viscoelasticity for the FEA analysis. Linear viscoelasticity follows a principle of superposition in which the relaxation (or creep) rate is proportional to the instantaneous stress (or strain). In this case, stress (or strain) normalized by the instantaneous value will follow the same variation with time. That result demonstrates independence to the instantaneous values.
Predicting Seal Performance
Materials commonly used for seals exhibit sizable viscoelastic effects (Tables 1, 2). And viscoelastic properties directly affect sealing capability, shape change, and durability. To demonstrate, we provide an example of FEA results for an HP-20 seal: an elastomer and metal rotary-shaft seal used in high-pressure hydraulic motors.
Table 1: Stress decay
| Material | Stress Test (%) | Stress FEA (%) | Strain (%) | Time (h) | |
| Plastics | PTFE (Turcon T01) | 59 | 55 | 50 | 15 |
| PTFE/bronze (Turcon T46) | 51 | 69 | 15 | 10 | |
| Nylon (Zurcon Z60) | 35 | 48 | 20 | 14 | |
| PEEK lubricant (Zurcon Z43) | 36 | 49 | 10 | 15 | |
| Fabric composite (Orkot TXMM) | 44 | — | 15 | 15 | |
| Polyurethane (Zurcon Z20) | 36 | 37 | 30 | 15 | |
| Elastomers | Nitrile (Turel BAE) | 26.0 | 36.0 | 50.0 | 8.7 |
| Fluorocarbon (Turel E) | 26.8 | 26.5 | 35.0 | 12.0 | |
| Polyurethane (Zurcon Z20) | 36.1 | 36.7 | 30.0 | 15.0 |
Table 2: Strain due to creep
| Material | Total Strain Test (%) | Total Strain Test (%) | Creep Strain Test (%) | Creep Strain FEA (%) | Stress (MPa) | Time (h) | |
| Plastics | PTFE (Turcon T01) | 94 | 97 | 14 | 15 | 17 | 14 |
| PTFE/bronze (Turcon T46) | 125 | 118 | 19 | 20 | 21 | 15 | |
| Nylon (Zurcon Z60) | 48 | 46 | 11 | 11 | 122 | 14 | |
| PEEK lubricant (Zurcon Z43) | 157 | 175 | 13 | 14 | 102 | 15 | |
| Fabric composite (Orkot TXMM) | 129 | — | 15 | — | 99 | 15 | |
| Polyurethane (Zurcon Z20) | 17 | 16 | 9 | 9 | 25 | 25 | |
| Elastomers | Nitrile (Turel BAE) | 14.0 | 22.9 | 5.4 | 8.6 | 5.7 | 15.0 |
| Fluorocarbon (Turel E) | 16.9 | 20.4 | 7.1 | 7.9 | 5.7 | 15.0 | |
| Polyurethane (Zurcon Z20) | 17.0 | 24.0 | 8.7 | 9.3 | 25.5 | 44.0 |
The seal was analyzed using an axisymmetric model and Abaqus FEA software. The elastomer is a 90-durometer hydrogenated nitrile butadiene rubber (HBNR), and stress–strain and relaxation data were used in the modeling. After assembly, we applied a 5,000-psi pressure to the top surface of the seal. At 23 °C, sealing stress at assembly measured at node 110 in the FE model was 650 psi. After seal relaxation for 1,000 minutes, sealing stress declined to 373 psi, a decay of 43%. Applying 5,000-psi pressure to the upper surface produced sealing stress at the node of 5,935 psi. After 1,000 minutes of relaxation (but still under pressure), sealing stress was 5,735 psi, representing a decay of just 3.4%. This result indicated that maximum relaxation occurs after assembly, not after pressure is applied. Data for analysis at +205 °C showed similar results. Tables 1 and 2 summarize the full results.
Our analysis provides a better understanding of how the seal performs over time and a range of temperatures. It demonstrates the value of the technique to predict long-term sealing stress distribution and ensures that a product works as intended.
Elastic materials can be modeled using hyperelastic-material models for instantaneous stress and a time-dependent function. Modeling generally uses uniaxial stress/strain and stress (or strain)/time data. The same is true for elastic-plastic materials, except that instantaneous stress is modeled using uniaxial- elastic constants and stress/strain.
Viscoelastic Modeling
With the goal of making longer- lasting seals, we tested eight of our materials. Although proprietary, they are based on common polymer formulations and results are applicable to similar materials. Materials tested under compression creep and relaxation include the following:
Plastics: virgin polytetra- fluoroethylene (PTFE) (Turcon T01), PTFE mixed with bronze (Turcon T46), polyether ether ketone (PEEK) with internal lubricant (Zurcon Z43), and nylon (Zurcon Z60)
Elastomers: nitrile (Turel BAE), fluorocarbon (Turel E)
Other: polyurethane (Zurcon Z20), fabric composite (Orkot TXMM)
Test samples were buttons 10 mm in diameter and 10 mm thick; O-rings (for elastomers) with a 25.64 mm diameter and 3.53 mm cross section; and rectangular rings (for plastics) measuring 25.83 mm in diameter, 3.62mm high, and 2.97 mm wide. An Instron testing machine loaded all samples axially.
We tested samples for compression creep and relaxation. Specialists performed FEA analyses of the materials using test data and ABAQUS codes. Finally, we compared FEA and test results and found good correlation, which validated our FEA processes.
Material Models in FEA
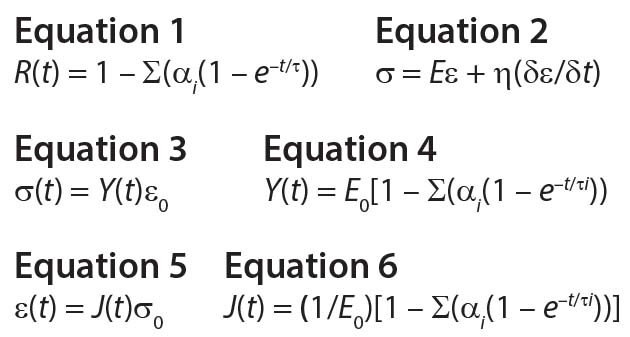
Elastic materials are modeled in two steps: using hyperelastic material models for instantaneous state of stress, and using the time-dependent function shown in Equation 1. Linear viscoelasticity can be represented by the uniaxial stress state in Equation 2.
The relation for stress relaxation can be written as Equation 3, in which Y(t) is a relaxation function modeled by a Prony series shown as Equation 4, in which i = 1 . . . n, E0 is the instantaneious modulus, αi is the Prony constant, and τi is the Prony retardation time.
A similar equation is used for creep strain behavior (Equation 5), in which J(t) is the creep compliance function modeled by a Prony series shown as Equation 6, i = 1 . . . n, and 1/E0 is instantaneous compliance. Below is a closer look at test and analysis methods for one material, Turel E fluorocarbon.
Equations
FEA Procedures: For the button creep test, each button was tested under compressive load of 450 N held constant for about 15 hours to determine instantaneous stress– strain data and creep–strain data.
Relaxation Test: Button were subjected to a compression strain of 35% held constant for about 13 hours to get instantaneous stress– strain data and the uniaxial stress– time test data.
Ring Creep Test: Rings were tested under compressive load of 450 N held constant for about 15 hours to generate instantaneous stress–strain and creep–strain test data.
Ring Relaxation Test: Each ring experienced compression strain of 35%, which was held constant for about 15 hours. We converted instantaneous stress–strain data and shear-modulus relaxation data from the button’s uniaxial stress–time test data.
We validated FEA procedures by comparing FEA results of button samples with button test data, as well as ring FEA and test results. Similar tests and analyses were conducted for the other materials. Tables 1 and 2 compare test and FEA results. Changes resulting from creep for various plastics show that the sealing materials tested have a steep viscoelastic effect in a short time span. Zurcon Z43 had the highest strain change compared with the other plastics. Turcon T46 showed the largest creep strain of 19%. Zurcon Z20 had the smallest strain change and creep strain.
Note that creep and strain behavior of materials does not always translate exactly to behavior of seals made of those materials. Nonetheless, results show that we can model and validate the effects of creep and stress relaxation with an acceptable level of accuracy. The eight materials represent a large range of plastics, elastomers, and composite seal materials.
Benefits of Using FEA
FEA can help engineers understand the causes and effects of creep and stress relaxation. When extrusion, set, cold flow, stress relaxation, or aging are concerns, FEA can also predict seal behavior. FEA-derived information information helps engineers make better materials choices (which can lower costs) and predict seal failure more accurately (which reduces safety risk factors). Ultimately, the benefit is use of better-designed products that provide good field performance.
The FEA method applies not only to static seals, but also to dynamic seals such as pneumatic piston seals. Sealing components that are inexpensive enough to replace periodically are not normally analyzed for long-term performance. But when seal replacement is prohibitively expensive, aging behavior and its effect on performance become major concerns. As elastomers become increasingly important in high-performance sealing applications, FEA can predict changes as seals age and it can help manufacturers to decide on corrective actions.
Larry Castleman is director of product development at Trelleborg Sealing Solutions Americas, 2509 Bremer Road, Fort Wayne, IN 46803; tssusa@trelleborg.com.